- | 服务中心
- 我的咨询
- 咨询热线400-848-2234
- CONTACT US
温州喷镀太阳辐照测试专业文案一、测试概述喷镀作为温州地区表面处理行业的重要工艺之一,广泛应用于金属基材的防护与装饰。喷镀层在实际户外环境中长期承受太阳辐射,可能

服务推荐
-
 丽水气体腐蚀检测机构针对您提出的“丽水气体腐蚀检测机构”相关问题,作为一名专业检测工程师,我将从第三方检测的专业角度,为您系统性地梳理气体腐蚀检测的各个方面,帮助您在处理产品耐腐蚀
丽水气体腐蚀检测机构针对您提出的“丽水气体腐蚀检测机构”相关问题,作为一名专业检测工程师,我将从第三方检测的专业角度,为您系统性地梳理气体腐蚀检测的各个方面,帮助您在处理产品耐腐蚀 -
 宿迁气体腐蚀实验您好!我是专业检测工程师。针对您关注的“宿迁气体腐蚀实验”问题,我将从第三方检测的专业角度,为您详细梳理该实验的相关概念、技术要点及注意事项,以便您在后续工作中
宿迁气体腐蚀实验您好!我是专业检测工程师。针对您关注的“宿迁气体腐蚀实验”问题,我将从第三方检测的专业角度,为您详细梳理该实验的相关概念、技术要点及注意事项,以便您在后续工作中 -
 嘉兴做气体腐蚀试验关于您在嘉兴地区咨询“气体腐蚀试验”的需求,作为专业检测工程师,为您提供以下关于该试验项目的技术概述、参考标准及选择实验室的注意事项,供您决策时参考。一、嘉兴做
嘉兴做气体腐蚀试验关于您在嘉兴地区咨询“气体腐蚀试验”的需求,作为专业检测工程师,为您提供以下关于该试验项目的技术概述、参考标准及选择实验室的注意事项,供您决策时参考。一、嘉兴做 -
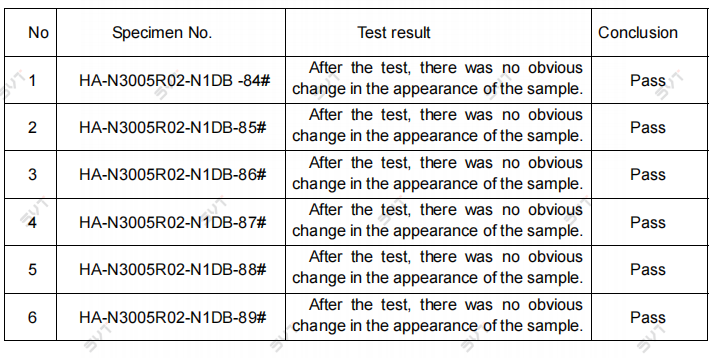 Mixed Flowing Gas Corrosion Test(混合流动气体腐蚀试验)-浙江公司委托,实测界面分享!Equipment informationEquipment name 1、Gas Corrosion Test Chamber 2、High-precisio
Mixed Flowing Gas Corrosion Test(混合流动气体腐蚀试验)-浙江公司委托,实测界面分享!Equipment informationEquipment name 1、Gas Corrosion Test Chamber 2、High-precisio

