- | 服务中心
- 我的咨询
- 咨询热线400-848-2234
- CONTACT US
温州压缩弹簧断裂失效分析一、概述压缩弹簧在温州当地机械、阀门、电器及汽车零部件等行业应用广泛,其功能是通过弹性变形储存能量并承受轴向压力。在实际服役过程中,部分

服务推荐
-
 c3防腐等级对应的盐雾试验好的,作为一名专业检测工程师,我来为您详细解析“C3防腐等级对应的盐雾试验”要求,帮您掌握核心要点! 一、C3防腐等级是什么?适用哪里?C3是国际标准ISO 1
c3防腐等级对应的盐雾试验好的,作为一名专业检测工程师,我来为您详细解析“C3防腐等级对应的盐雾试验”要求,帮您掌握核心要点! 一、C3防腐等级是什么?适用哪里?C3是国际标准ISO 1 -
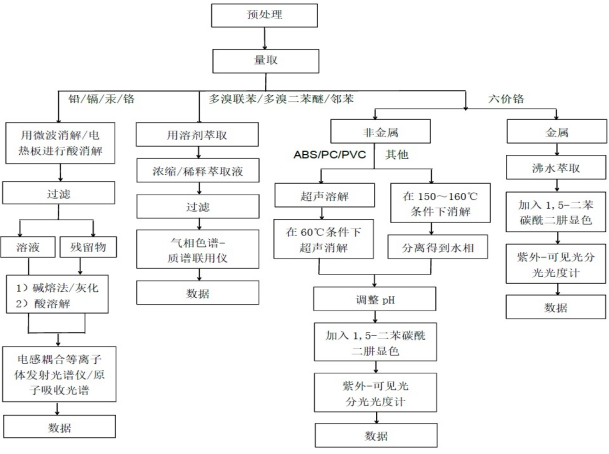 Kit测试治具RoHS 2.0检测,上海公司委托测试,实测数据分享!检测要求根据客户要求,对所提交样品中的铅(Pb), 镉(Cd), 汞(Hg), 六价铬(Cr6+), 多溴联苯(PBBs),多溴二苯醚 (PBDEs), DBP
Kit测试治具RoHS 2.0检测,上海公司委托测试,实测数据分享!检测要求根据客户要求,对所提交样品中的铅(Pb), 镉(Cd), 汞(Hg), 六价铬(Cr6+), 多溴联苯(PBBs),多溴二苯醚 (PBDEs), DBP -
 宁波第三方检测机构宁波第三方检测机构概述第三方检测机构是依法设立,独立于产品生产、销售与使用方,依据法律法规、标准或合同要求,向社会出具具有证明作用的检验检测数据和结果的法人或其
宁波第三方检测机构宁波第三方检测机构概述第三方检测机构是依法设立,独立于产品生产、销售与使用方,依据法律法规、标准或合同要求,向社会出具具有证明作用的检验检测数据和结果的法人或其 -
 reach检测一项大概多少钱REACH检测的费用因检测项目、产品类型、检测机构及是否需要加急服务等因素而异,因此很难给出一个固定的价格。不过,我可以根据行业经验和市场情况,为您概述REAC
reach检测一项大概多少钱REACH检测的费用因检测项目、产品类型、检测机构及是否需要加急服务等因素而异,因此很难给出一个固定的价格。不过,我可以根据行业经验和市场情况,为您概述REAC

