- | 服务中心
- 我的咨询
- 咨询热线400-848-2234
- CONTACT US
嘉兴BGA虚焊红墨水试验:专业检测视角下的失效分析一、测试概述红墨水试验是一种用于检测BGA(球栅阵列封装)焊点虚焊、裂纹等焊接缺陷的破坏性物理分析方法。其基本
服务推荐
-
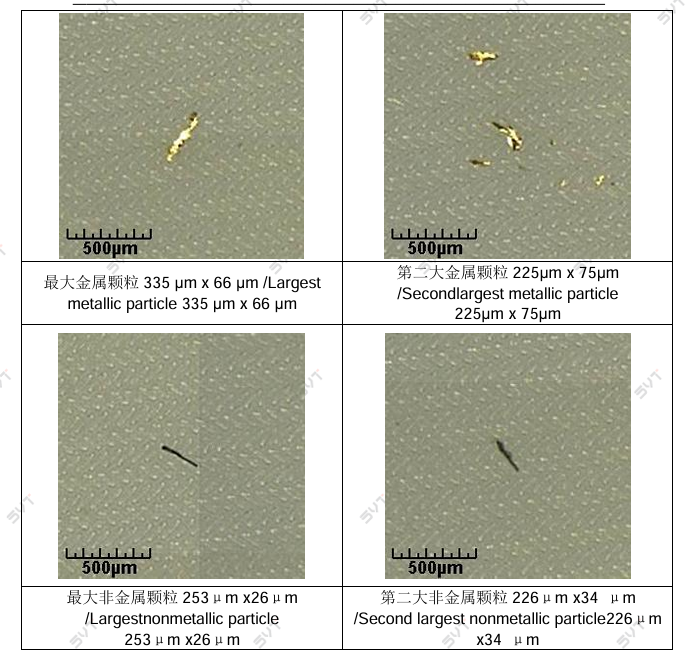 苏州塑胶FACE ARM清洁度测试测试设备1、电子天平2、清洁度检测系统3、电热恒温干燥箱测试环境温度:23.5℃; 湿度:56%RH参考标准ISO16232-2018 & BorgWarne
苏州塑胶FACE ARM清洁度测试测试设备1、电子天平2、清洁度检测系统3、电热恒温干燥箱测试环境温度:23.5℃; 湿度:56%RH参考标准ISO16232-2018 & BorgWarne -
 泰州粉尘可爆性筛选检测针对您提出的关于“泰州粉尘可爆性筛选检测”的问题,作为一名专业检测工程师,我将为您提供该检测项目的系统性技术解读。以下内容严格依据现行国家标准和检测行业的通用规
泰州粉尘可爆性筛选检测针对您提出的关于“泰州粉尘可爆性筛选检测”的问题,作为一名专业检测工程师,我将为您提供该检测项目的系统性技术解读。以下内容严格依据现行国家标准和检测行业的通用规 -
 nss是什么盐雾试验您好!作为一名专业检测工程师,我很高兴为您解析“NSS盐雾试验”——这是工业界应用最广泛的腐蚀测试方法之一,全称是中性盐雾试验(Neutral Salt Sp
nss是什么盐雾试验您好!作为一名专业检测工程师,我很高兴为您解析“NSS盐雾试验”——这是工业界应用最广泛的腐蚀测试方法之一,全称是中性盐雾试验(Neutral Salt Sp -
 医疗器械包装及包装材料测试服务医疗器械包装及包装材料的合规及有效,决定了在其所含医疗器械产品的最终可用性。正是处于这个原因,医疗器械包装验证成为产品投产前的关键环节。服务背景医疗器械包装及包
医疗器械包装及包装材料测试服务医疗器械包装及包装材料的合规及有效,决定了在其所含医疗器械产品的最终可用性。正是处于这个原因,医疗器械包装验证成为产品投产前的关键环节。服务背景医疗器械包装及包

