- | 服务中心
- 我的咨询
- 咨询热线400-848-2234
- CONTACT US
湖州BGA红墨水试验测试专业解读一、测试概述BGA(球栅阵列封装)红墨水试验是一种针对焊接质量评估的破坏性检测方法,广泛应用于电子组装领域。该测试利用红色染料的

服务推荐
-
 硅材、靶材和稀土材料纯度测试服务硅材是重要的半导体材料,化学元素符号Si,半导体工业上使用的硅应具有高纯度和优良的电学和机械等性能。硅材一般以多晶硅或单晶硅存在,用于芯片制造之前会通过拉晶,切
硅材、靶材和稀土材料纯度测试服务硅材是重要的半导体材料,化学元素符号Si,半导体工业上使用的硅应具有高纯度和优良的电学和机械等性能。硅材一般以多晶硅或单晶硅存在,用于芯片制造之前会通过拉晶,切 -
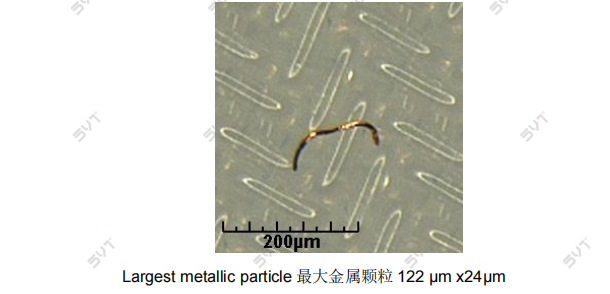 过滤器组件(Strainer Assembly)清洁度检测,苏州塑胶公司委托测试,实测数据分享!测试设备名称1、电子天平2、清洁度检测系统型号1、SARTORIUS2、JOMESA HFD 测试环境温度/Temperature:23.2℃; 湿度/Humi
过滤器组件(Strainer Assembly)清洁度检测,苏州塑胶公司委托测试,实测数据分享!测试设备名称1、电子天平2、清洁度检测系统型号1、SARTORIUS2、JOMESA HFD 测试环境温度/Temperature:23.2℃; 湿度/Humi -
 嘉兴涉爆粉尘的检测“嘉兴涉爆粉尘的检测”概述“嘉兴涉爆粉尘的检测”是指在嘉兴地区,由具备法定资质的第三方技术服务机构,对工业生产中可能具有爆炸危险性的粉尘进行系统性的辨识、分析与
嘉兴涉爆粉尘的检测“嘉兴涉爆粉尘的检测”概述“嘉兴涉爆粉尘的检测”是指在嘉兴地区,由具备法定资质的第三方技术服务机构,对工业生产中可能具有爆炸危险性的粉尘进行系统性的辨识、分析与 -
 常州粉尘燃爆性检测针对您关心的常州地区粉尘燃爆性检测问题,作为一名专业检测工程师,我将从技术角度为您系统梳理该检测项目的相关要点。以下内容基于现行的国家标准及常州市应急管理部门的
常州粉尘燃爆性检测针对您关心的常州地区粉尘燃爆性检测问题,作为一名专业检测工程师,我将从技术角度为您系统梳理该检测项目的相关要点。以下内容基于现行的国家标准及常州市应急管理部门的

