- | 服务中心
- 我的咨询
- 咨询热线400-848-2234
- CONTACT US
作为一名专注于零部件清洁度检测的工程师,在日常工作中经常接触到来自宁波及周边地区制造企业的咨询。零部件清洁度检测是确保产品质量与可靠性的关键环节,特别是在汽车、





服务推荐
-
 不锈钢做盐雾试验不锈钢盐雾试验全面指南作为一名专业检测工程师,我将用“专业解析+实操要点”助您快速掌握不锈钢盐雾试验的核心逻辑,解决实际痛点!文末附检测福利,别错过哦~⚙️
不锈钢做盐雾试验不锈钢盐雾试验全面指南作为一名专业检测工程师,我将用“专业解析+实操要点”助您快速掌握不锈钢盐雾试验的核心逻辑,解决实际痛点!文末附检测福利,别错过哦~⚙️ -
 金属零部件清洁度检测金属零部件清洁度检测专业解答您好,我是专业检测工程师。针对您关心的“金属零部件清洁度检测”问题,我将从以下六个方面为您提供专业、严谨的解答,帮助您全面了解这项检
金属零部件清洁度检测金属零部件清洁度检测专业解答您好,我是专业检测工程师。针对您关心的“金属零部件清洁度检测”问题,我将从以下六个方面为您提供专业、严谨的解答,帮助您全面了解这项检 -
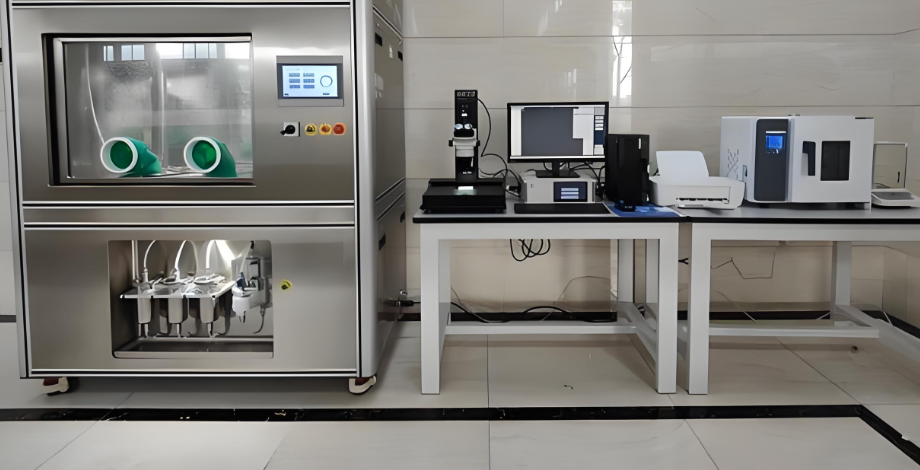
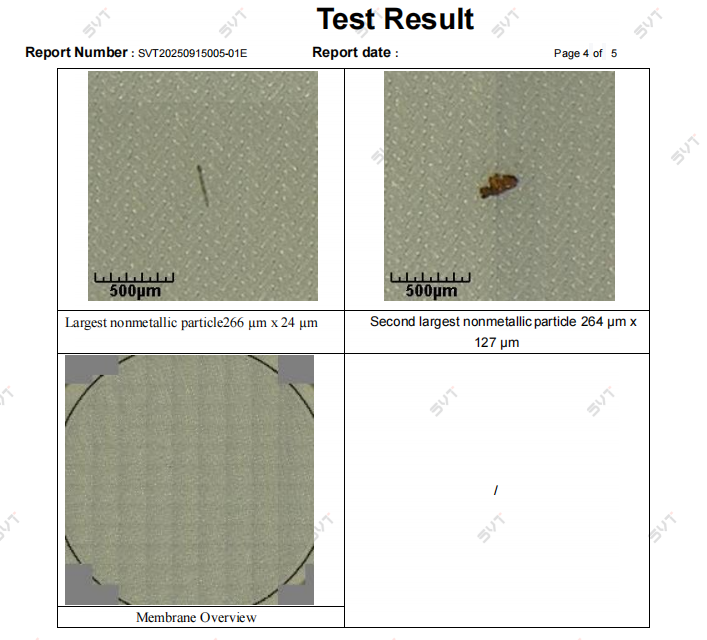 清洁度测试,上海塑料制品有限公司Testing Instrument:1、Electronic balance2、Cleanliness testing systemTesting Envir
清洁度测试,上海塑料制品有限公司Testing Instrument:1、Electronic balance2、Cleanliness testing systemTesting Envir -
 镇江工件清洁度检测镇江工件清洁度检测概述镇江工件清洁度检测,是指依据国际、国家及行业相关标准,对镇江地区机械加工、铸造、冲压等制造业生产的单个或多个工序完成后的金属或非金属制件(
镇江工件清洁度检测镇江工件清洁度检测概述镇江工件清洁度检测,是指依据国际、国家及行业相关标准,对镇江地区机械加工、铸造、冲压等制造业生产的单个或多个工序完成后的金属或非金属制件(

